追剪算法:让机械加工更智能
PLC追剪算法程序,用西门子200smart的PLC和威纶通触摸屏编写,两个风格不同触摸屏程序。 采用插补算法,无极变速自适应追剪,相对多段速追剪减少了对机械结构的冲击并提升了追剪的精度, 程序开源无加密可以用于学习追剪知识。 里面内容非常实用,很适合学习。
追剪算法在机械加工领域扮演着重要角色,它让原本生硬的剪切动作变得流畅自然。我最近在研究PLC控制下的追剪算法,使用西门子200smart PLC和威纶通触摸屏进行开发,感觉这是一个非常值得分享的话题。
一、追剪算法的核心思想
追剪算法的目的是让剪切动作与材料运动保持同步,确保剪切位置的准确性。传统追剪方式通常采用多段速控制,这种控制方式在速度切换时会产生较大的机械冲击,影响设备寿命和加工精度。
插补算法的引入彻底改变了这一状况。通过实时计算剪切位置与材料运动的相对关系,系统可以实现无极变速,确保剪切动作平滑过渡。这种算法的核心在于动态调整剪切速度,使其与材料速度保持一致,从而实现精准剪切。
二、PLC程序实现
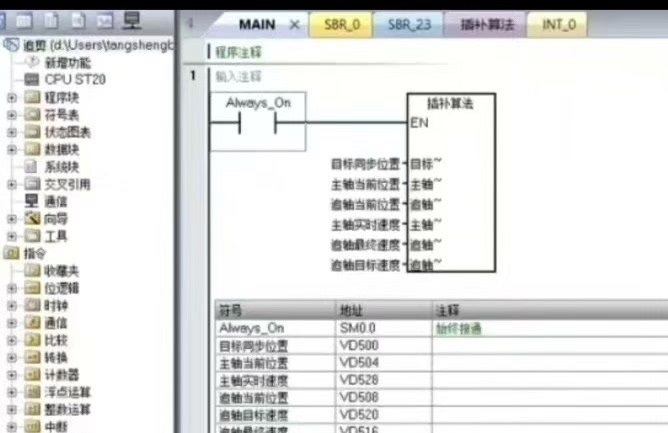
在西门子200smart PLC中,我们可以通过梯形图实现追剪算法。以下是一个核心程序段:
`
LD M0.0
MOVB #0000, VW200 // 初始化变量
LD M0.1
MOVB VW200, #0010 // 设置初始速度
LD M0.2
ADD VW200, #0001 // 速度递增
PLC追剪算法程序,用西门子200smart的PLC和威纶通触摸屏编写,两个风格不同触摸屏程序。 采用插补算法,无极变速自适应追剪,相对多段速追剪减少了对机械结构的冲击并提升了追剪的精度, 程序开源无加密可以用于学习追剪知识。 里面内容非常实用,很适合学习。
LD M0.3
SUB VW200, #0001 // 速度递减
`
这段代码实现了基本的速度控制功能。M0.0用于初始化,M0.1设置初始速度,M0.2和M0.3分别实现速度的增加和减少。通过实时调整VW200的值,我们可以实现对剪切速度的精准控制。
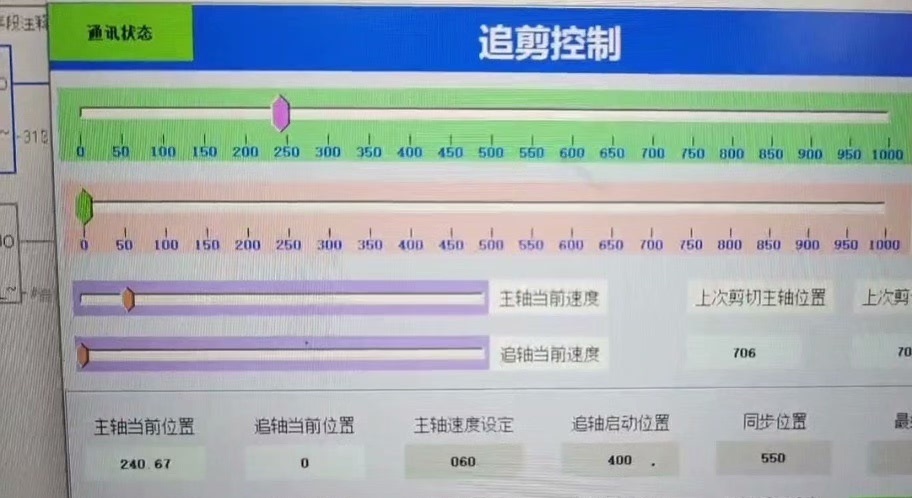
三、触摸屏界面设计
在威纶通触摸屏中,我们设计了两种风格的界面:
- 简洁风格:主要展示当前速度、位置等关键参数,适合对设备有一定了解的操作人员。
- 功能丰富风格:除了基本参数,还增加了历史数据曲线、报警信息等,适合技术人员进行设备调试和维护。
两种风格的界面都采用了直观的图形化设计,让操作变得更加简单。以下是一个界面设计示例:
`
HMI界面设计代码:
Screen1:
- 显示当前速度:VW200
- 显示当前位置:VW202
- 操作按钮:启动、停止、复位
- 报警指示灯:红色(报警)、绿色(正常)
`
这种设计让操作人员可以实时掌握设备运行状态,及时发现并处理问题。
四、开源带来的好处
这套程序完全开源,没有任何加密措施。我认为开源是技术进步的重要推动力,它可以让更多人学习和改进。对于想要学习追剪算法的朋友来说,这是一套非常实用的参考程序。
在实际应用中,这套程序表现出色。通过插补算法实现的无极变速控制,显著减少了机械冲击,提升了加工精度。相比传统的多段速控制方式,这种控制方式更加平滑自然。
如果你对追剪算法感兴趣,不妨下载这套程序亲自研究一下。相信通过实践,你会对追剪算法有更深入的理解。

AtomGit 是由开放原子开源基金会联合 CSDN 等生态伙伴共同推出的新一代开源与人工智能协作平台。平台坚持“开放、中立、公益”的理念,把代码托管、模型共享、数据集托管、智能体开发体验和算力服务整合在一起,为开发者提供从开发、训练到部署的一站式体验。
更多推荐

 13
13 0
0- 0



 已为社区贡献16条内容
已为社区贡献16条内容

所有评论(0)