安灯系统在冲压车间的应用,保障生产安全与效率
一、安灯系统概述
1、系统定义:安灯系统是一种可视化的生产管理工具,通过声光信号实时反映生产现场异常状态,实现问题的快速响应与处理。
2、核心功能:系统具备异常报警、信息传递、停线控制、数据统计四大功能模块,能够在第一时间将设备故障、质量缺陷、物料短缺等信息传递至相关人员。
3、冲压车间适用性:冲压车间具有设备价值高、节拍快、安全风险大等特点,安灯系统的实时性与可视化特性与该场景高度契合,是智能制造升级的关键基础设施。

二、安灯系统在冲压车间的具体应用
|
应用场景 |
功能实现 |
预期效果 |
|
设备异常 |
压力机故障自动报警,亮黄灯并推送至维修班组 |
响应时间缩短60%以上 |
|
模具问题 |
模具卡料、崩刃等异常触发红灯,自动记录停机原因 |
故障定位效率提升50% |
|
安全预警 |
光电保护失效、双手按钮异常触发声光报警并强制停机 |
安全事故发生率降低80% |
|
物料管理 |
板料库存低于安全线自动亮灯,通知物流补给 |
缺料停线时间减少70% |
|
质量管控 |
首件检验不合格触发报警,锁定当前批次 |
批量不良率下降45% |


三、安灯系统保障生产安全的机制
1、即时停机保护:当检测到设备超程、油温过高、离合制动异常等危险信号时,系统触发紧急停机(亮红灯+蜂鸣器),将事故遏制在萌芽状态。
2、安全联锁控制:安灯系统与压力机安全回路深度集成,任何安全门未关闭、双手操作不规范等行为均会触发报警并禁止设备启动,杜绝违章操作。
3、人员定位与疏散:在发生大型设备故障或火灾等紧急情况时,系统可通过车间看板与移动终端同步发布疏散指令,指引人员沿最优路径撤离。
4、安全数据追溯:系统自动记录每次安全报警的时间、原因、处理人及耗时,形成安全台账,为隐患排查与责任追溯提供数据支撑。


四、安灯系统提升生产效率的路径
1、缩短异常响应时间:传统模式下异常信息依赖口头传递,平均响应时间约8-15分钟;安灯系统实现秒级推送,响应时间控制在2分钟以内。
2、减少非计划停机:通过实时监测设备运行参数(如振动、温度、电流),系统可提前预警潜在故障,将事后维修转变为预防性维护,设备综合效率(OEE)提升12%-18%。
3、优化生产节拍:系统统计各工位报警频次与处理时长,识别瓶颈工序,为产线平衡与人员调配提供量化依据。
4、促进持续改善:安灯数据与MES系统对接后,可生成日报、周报、月报,分析TOP3故障类型,驱动PDCA闭环管理。

五、实施安灯系统的关键要点
1、硬件部署策略:冲压车间环境复杂(振动大、油污多),需选用工业级LED指示灯、防油污按钮及无线传输模块,确保系统稳定性。
2、流程标准化:明确"谁触发、谁响应、谁关闭"的责任链,制定分级响应机制(黄灯-班组级、红灯-车间级、闪烁-厂部级),避免响应混乱。
3、员工培训体系:开展分层培训——操作工掌握触发与复位操作、班组长学会看板解读、工程师具备数据分析能力,确保系统"用得起来"。
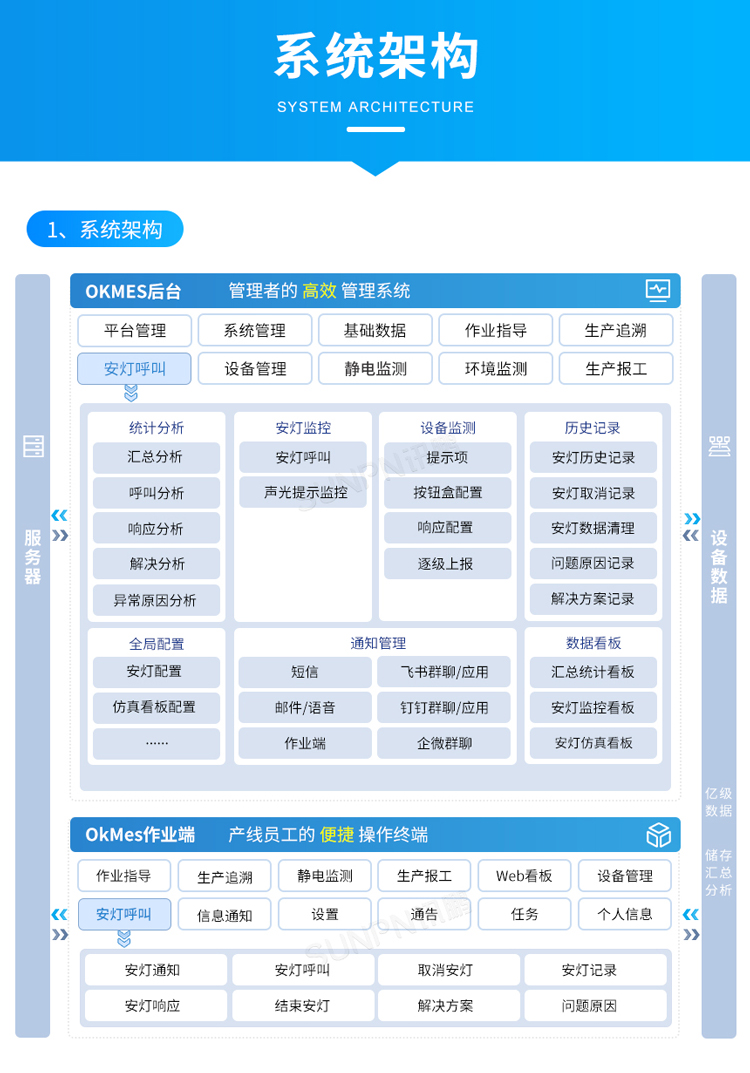
4、系统集成升级:预留与MES、ERP、设备PLC的数据接口,避免形成信息孤岛,为后续数字孪生与智能决策奠定基础。


对于冲压车间而言,安灯系统不仅是工具升级,更是管理理念的革新——从被动救火转向主动预防,从经验驱动转向数据驱动。随着工业互联网技术的深化,安灯系统将与AI视觉检测、预测性维护等新技术融合,持续为冲压制造的安全与效率保驾护航。
【LCY】

AtomGit 是由开放原子开源基金会联合 CSDN 等生态伙伴共同推出的新一代开源与人工智能协作平台。平台坚持“开放、中立、公益”的理念,把代码托管、模型共享、数据集托管、智能体开发体验和算力服务整合在一起,为开发者提供从开发、训练到部署的一站式体验。
更多推荐



 13
13 0
0- 0



 已为社区贡献1条内容
已为社区贡献1条内容

所有评论(0)