【一等奖论文】2026五一杯数学建模B题成品文章+配套完整数据代码可执行
题目: 多工序协同作业调度优化模型研究
关键词:多工序调度 遗传算法 关键路径法 设备资源优化 混合整数规划
摘 要:本文针对多工序协同作业调度问题,建立了混合整数规划( MILP) 模型,并设 计了关键路径法与遗传算法相结合的求解框架,对四个递进式子问题进行了系统求解。 问题一针对班组1独立完成 A 车间整修任务的场景,利用关键路径法( CPM) 精
确求解,得到最短完工时长为41,600秒(约11小时33分20秒)。 A 车间3道工序严 格串行,精密灌装机(5400s) 和高速抛光机(18000s) 分别是工序 A1 和 A2 的瓶颈设 备。
问题二仅使用班组1的16台设备完成五个车间全部整修任务,采用遗传算法(种 群200,迭代800代,5次独立运行)求解,最短完工时长为163,764秒(约45小时29 分24秒)。瓶颈分析表明,高速抛光机(总负载135,000s) 和自动传感多功能机(总负 载117,360s) 各仅1台,是制约完工时间的关键瓶颈。
问题三引入班组1和班组2共32台设备协同作业,采用扩展遗传算法(种群400, 迭代1000代)求解,最短完工时长为123,844秒(约34小时24分4秒),相比问题 二缩短39,920秒(降幅24.4%)。双班组协同使瓶颈设备翻倍,高速抛光机负载均衡至 班组1(67,200s) 和班组2(67,800s), 达 到 C 车间串行工序链的理论下界。
问题四在500,000元预算约束下联合优化设备购置与调度策略,采用外层枚举+ 内层遗传算法的两层优化框架。理论分析与计算结果均表明,C 车间11道工序的串行 总时间(123,614s) 加上最短运输时间(230s) 构成绝对瓶颈(123,844s), 任何设备购置 方案均无法突破此下界。最优购置方案为班组1和班组2各购置3台高速抛光机,总 费用450,000元,最短完工时长仍为123,844 秒。
灵敏度分析表明,工程量是最敏感参数(±20%变化导致完工时间变化约±20%), 设备移动速度影响较小(±50%变化仅导致完工时间变化约±2%)。算法稳定性分析显 示遗传算法变异系数仅1.16%,结果可靠。
完整版提取入口:
2026五一杯B题一等奖论文39页word版【含每小问数据代码】https://www.jdmm.cc/file/2712676/
一 、 问题重述
1.1问题背景
现代工业制造系统中,多工序协同作业调度是影响生产效率的核心问题。某工业制 造系统需对 A 、B 、C 、D 、E 五个车间开展集中整修任务,每个车间的整修任务由若干 具有严格先后依赖关系的工序组成,各工序需占用特定类型的设备完成。设备在不同车 间之间转运存在运输时间成本,而在同一车间内部的工序切换则无需考虑运输时间。系 统配备两个班组,每个班组拥有固定数量的各类设备,如何合理安排工序执行顺序与设 备资源分配,使整体完工时间最短,是本题的核心问题。
1.2问题分析
本题涉及四个递进式子问题,从单车间单班组到多车间双班组,再到设备购置优化, 逐步增加问题复杂度。
问题一要求班组1独立完成 A 车间的全部整修任务,建立数学模型计算最短完工 时长,并给出每台设备的详细调度方案(设备编号、起始时间、结束时间、持续工作时 间及工序编号)。A 车间共有3道工序,工序间严格串行,部分工序需要两类设备协同 完成。
问题二在仅使用班组1设备的条件下,完成A 、B 、C 、D 、E 五个车间的全部整修 任务,计算最短完工时长。五个车间共27道工序步骤(含 C 车间 C3-C5 重复3遍), 设备需在车间间转运,问题规模显著增大,需要引入启发式优化算法。
问题三在问题二基础上,允许同时使用班组1和班组2的全部设备,完成五个车 间的整修任务。双班组协同使可用设备数量翻倍,特别是瓶颈设备(高速抛光机和自动 传感多功能机)各增加一台,有望大幅缩短完工时间。
问题四在问题三基础上,允许追加总额500,000元的设备购置预算,综合确定设备 购置方案及作业调度策略,使全部任务完工时间最短。需要在设备购置决策与调度优化 之间进行联合优化。
本题的整体技术路线如图1所示,从问题分析出发,依次建立数学模型、设计求解 算法,最终给出各问题的最优调度方案。
技术路线图清晰展示了四个子问题的递进关系:问题一作为基础验证,问题二引入 多车间调度,问题三扩展至双班组协同,问题四进一步加入设备购置决策。每个子问题 均采用”建模—求解—验证”的标准流程,确保结果的可靠性。
二、模型假设
本文在赛题给定假设的基础上,结合实际工程背景,补充以下建模假设:
(1)工序顺序固定假设: 各车间内工序必须严格按照给定编号顺序依次执行,不可 调换或并行。这与实际工业整修流程中工艺约束一致,例如必须先完成清洗才能进行灌 装。
(2)双设备独立完成假设: 若某工序需要两类设备共同完成,两类设备各自独立完 成该工序的全部工程量,不考虑先后顺序和等待时间,两者均完成后工序才判定为完 成。这意味着工序完成时间取两类设备作业时间的最大值。
(3)设备可重复使用假设:各班组内设备数量固定,设备可在不同工序间重复使用, 但同一时刻每台设备只能服务于一道工序。
(4)跨车间运输时间不可忽略假设: 同一台设备在不同车间使用时,运输时间为 「d;j/v] 秒(向上取整),其中d;,; 为节点间距离,v 为设备移动速度。同一车间内不同工
序间的设备转移时间忽略不计。
(5)设备同时出发假设: 所有设备在 t=0 时刻从各自班组基地同时出发,可立即 前往第一个分配的车间。这是合理的初始条件,反映了整修任务统一调度启动的实际情 况。
(6) C 车间重复工序独立假设:C 车间的 C3-C5 重复3遍,每一遍视为独立的工
序步骤,记为C3(1)→C4(1)→C5(1)→C3(2)→C4(2)→C5(2)→C3(3)→C4(3)→C5(3), 严
格按此顺序执行,不可跨遍并行。
完整版成品论文34页word版:这里仅仅展示部分
甘特图直观展示了各设备的工作时间段分配情况。精密灌装机1-1和自动化输送臂 1-1在工序A1 期间同时工作(200s 至1533s), 但精密灌装机的作业时间更长(5400s), 成为 A1 的瓶颈设备。工序 A2 由高速抛光机1-1 和工业清洗机1-1协同完成,高速抛 光机作业时间18000s 远大于工业清洗机的7200 s, 因此高速抛光机决定了A2 的完成时 间。工序 A3 仅需自动传感多功能机1-1独立完成,耗时18000s。
表 2 问题1调度结果
|
序号 |
设备编号 |
起始时间 |
结束时间 |
持续工作时间(s) |
工序编号 |
|
1 |
精密灌装机1-1 |
00:03:20 |
01:33:20 |
5400 |
A1 |
|
2 |
自动化输送臂1-1 |
00:03:20 |
01:15:20 |
4320 |
A1 |
|
3 |
高速抛光机1-1 |
01:33:20 |
06:33:20 |
18000 |
A2 |
|
4 |
工业清洗机1-1 |
01:33:20 |
03:33:20 |
7200 |
A2 |
|
5 |
自动传感多功能机1-1 |
06:33:20 |
11:33:20 |
18000 |
A3 |
|
完成问题1任务的最短时长:41600(s) |
|||||
从表2可以看出,整个调度方案中设备利用率较高,无明显空闲等待。精密灌装机 1-1在工序 A1 中持续工作5400秒,是A1的关键设备;高速抛光机1-1在工序A2 中 持续工作18000秒,与自动传感多功能机1-1在工序 A3 中的18000秒共同构成完工时 间的主要组成部分。验证:200+5400+18000+18000=41600 s, 与理论计算完全吻合。
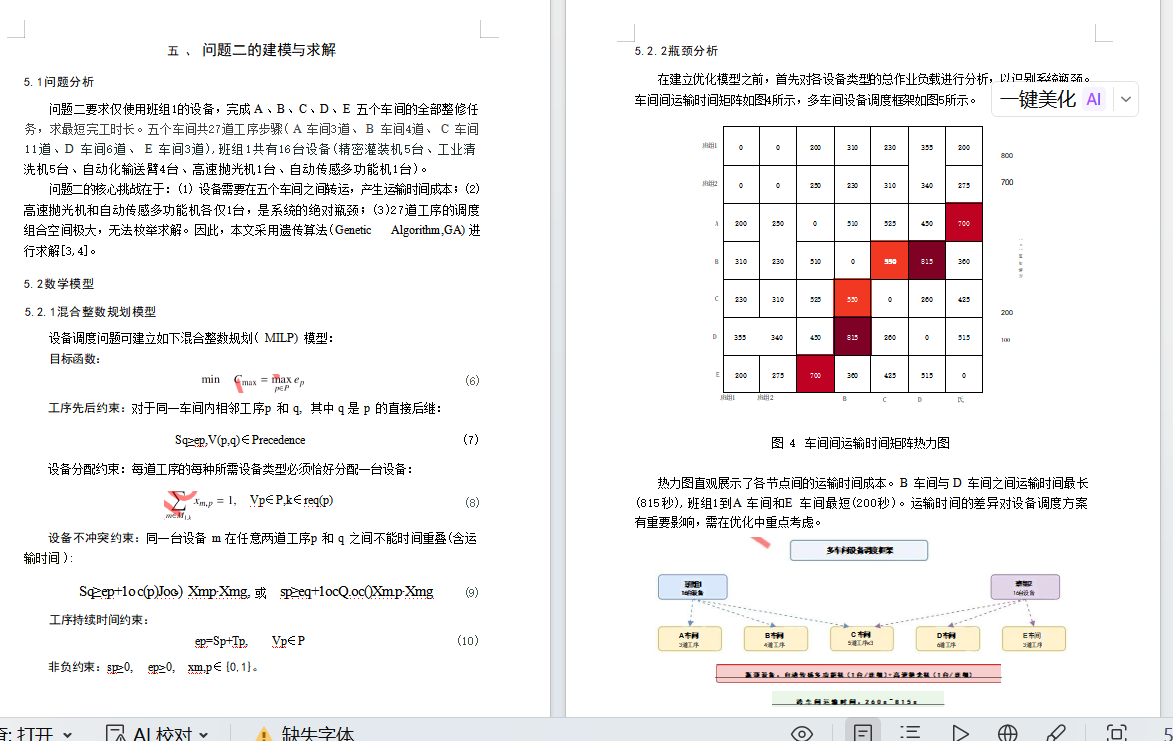
五 、 问题二的建模与求解
5.1问题分析
问题二要求仅使用班组1的设备,完成 A 、B 、C 、D 、E 五个车间的全部整修任
务,求最短完工时长。五个车间共27道工序步骤( A 车间3道、 B 车间4道、 C 车间
11道、D 车间6道、 E 车间3道),班组1共有16台设备(精密灌装机5台、工业清
洗机5台、自动化输送臂4台、高速抛光机1台、自动传感多功能机1台)。
问题二的核心挑战在于:(1) 设备需要在五个车间之间转运,产生运输时间成本;(2) 高速抛光机和自动传感多功能机各仅1台,是系统的绝对瓶颈;(3)27道工序的调度 组合空间极大,无法枚举求解。因此,本文采用遗传算法(Genetic Algorithm,GA) 进 行求解[3,4]。
5.2数学模型
5.2.1混合整数规划模型
设备调度问题可建立如下混合整数规划( MILP) 模型:

AtomGit 是由开放原子开源基金会联合 CSDN 等生态伙伴共同推出的新一代开源与人工智能协作平台。平台坚持“开放、中立、公益”的理念,把代码托管、模型共享、数据集托管、智能体开发体验和算力服务整合在一起,为开发者提供从开发、训练到部署的一站式体验。
更多推荐


 9
9 0
0- 0



 已为社区贡献10条内容
已为社区贡献10条内容

所有评论(0)