工业条码识别痛点解析:基于CNN+U-Net的AI图像优化技术落地实践
摘要:在3C、芯片半导体、CNC加工、汽车制造等高端制造场景中,模糊码、破损码、反光码的识别难题,严重制约产线自动化与全链路追溯的落地。本文基于GB/T 18348、ISO/IEC 15415等行业标准,深度拆解工业条码识别的核心痛点及技术成因,详细阐述基于CNN(卷积神经网络)、U-Net(语义分割网络)的AI图像优化技术原理,结合2026年1月实测数据、真实落地案例及轻量化部署思路,验证技术在难读码识别中的有效性,同时提供核心算法框架与端侧部署要点,为工业条码识别系统的优化提供可落地的技术参考与实践方案,助力技术开发者快速落地应用。
关键词:工业条码;AI图像优化;CNN;U-Net;DPM码;难读码识别;端侧离线AI;轻量化部署;产线自动化
在高端制造智能化升级过程中,条码(含DPM码、激光雕刻码、印刷码)作为产品追溯、产线管控、品质校验的核心数据载体,其识别的精准度与实时性直接决定智能制造系统的运行效率与数据闭环能力。然而,工业现场的复杂环境(反光材质、油污附着、机械磨损)与工艺特性(DPM激光雕刻、多工序后处理),导致条码质量频繁低于ISO标准C级,传统基于光学识别的PDA与读码器,因依赖固定光学成像原理,无法应对反光、破损、模糊等极端场景,识别成功率极低,成为制约产线自动化升级的核心瓶颈,也给技术开发者带来了诸多落地难题。
本文从行业标准出发,拆解工业条码识别的核心痛点及技术成因,深入剖析基于深度学习的AI图像优化技术原理,结合实测数据、落地案例及技术实现细节,为技术开发者、工业自动化从业者提供可落地的技术实践方案,推动AI技术在工业条码识别领域的规模化应用,同时规避常见的技术部署误区,提升系统落地效率与稳定性。
一、工业条码识别的标准约束与现实技术矛盾
工业条码识别的规范性,由国家标准与国际标准共同界定,其核心要求直接决定了条码识别的基础门槛,也是技术优化的核心依据。作为技术开发者,需先明确标准要求,才能精准定位技术优化的方向,避免无效开发。
1. 核心标准详解:
国家标准方面,GB/T 18348《商品条码 条码符号印制质量的检验》、GB 12904-2008《商品条码 零售商品编码与条码表示》明确规定:条码底色禁止使用金色、银色、铝箔等强反光材质,避免反射光线干扰识别;条码符号的印刷对比度需≥30%,确保条空边界清晰可辨。
国际标准方面,ISO/IEC 15415:2024(二维条码打印质量测试规范)、ISO/IEC 15416:2016(线性条码打印质量测试规范)进一步明确:二维码质量评级需≥C级为可读取底线,低于C级的条码判定为不合格,无法保障解码稳定性;DPM码的雕刻深度偏差需控制在±0.1mm以内,避免线条粗细不均导致的识别失败。
2. 标准与现实的技术矛盾:
在工业制造实际场景中,标准要求与生产需求存在尖锐的技术矛盾,这也是难读码产生的核心原因,更是技术优化的重点突破方向。
一方面,3C零部件、芯片封装、汽车零部件等场景,为实现条码的永久留存与抗磨损,必须采用DPM激光雕刻、蚀刻工艺,将条码直接制作在金属、铝箔、合金等强反光材质表面,天生违背“禁止反光底色”的标准要求;另一方面,产品经过喷漆、电泳、装配、运输等多道工序后,条码表面易产生磨损、划痕、油污污染,加上DPM雕刻过程中激光功率波动导致的深度不均、印刷工艺波动等问题,导致现场条码质量常低于C级,甚至达到F级(完全不可读),传统光学识别方案完全失效。
3. 传统解决方案的技术短板:
目前多数企业采用的传统解决方案,均存在的技术短板,无法从根本上解决难读码识别难题,也难以适配工业自动化的高要求,具体如下:
(1)参数调整方案:调整PDA曝光参数、更换专用光源,仅能缓解轻微反光问题,无法解决条码破损、模糊、对比度不足等核心问题,比如,二维码即使再非常清晰下,破损程度已经大于40%时,或者条形码有一部分模糊一片等等,传统方案就没有任何办法。
(2)重打码方案:对不合格条码进行重打码、重新雕刻,会增加产线工时与耗材成本,易导致产线停线,影响生产效率,且无法解决后续运输、装配过程中产生的条码损伤问题。
(3)人工补录方案:人工补录条码信息,不仅存在录入误差(误差率通常在5%-10%),破坏追溯链条的完整性,还会增加人工成本,无法适配工业自动化管控需求,也不符合智能制造的发展趋势。
因此,亟需一种基于智能算法的主动修复方案,通过技术手段突破传统光学识别的局限,破解难读码识别难题,这也是AI图像优化技术的核心应用价值所在。
二、工业条码识别的三大核心痛点及技术成因(附量化分析)
结合工业现场实地调研与技术测试,工业条码识别的核心痛点集中在反光干扰、物理破损、低质生成三大类,各类痛点均有明确的技术成因,且可通过量化指标界定,为AI算法优化提供精准方向,具体拆解如下:
2.1 反光干扰:镜面反射导致条码模块对比度丢失(最常见痛点)
技术成因:金属、铝箔、电镀等材质具有高镜面反射系数(反射系数≥80%),当PDA扫描光源(通常为LED光源,波长520-650nm)照射时,光线发生镜面反射,形成高光饱和区域(灰度值≥240),导致条码模块(条与空)的灰度值差异急剧缩小,对比度(Contrast)低于识别阈值(通常要求对比度≥30%),同时产生过曝现象,导致条码边缘模糊、细节丢失,读码器的边缘检测算法(如Canny算法)无法区分条空边界,进而导致解码失败。
量化分析:通过工业相机采集1000个金属表面DPM码样本,其中82%的样本对比度低于25%,65%的样本存在高光过曝区域,传统PDA识别率仅为28%,即使调整扫描角度,识别率提升也不超过10%。该问题在汽车零部件、芯片封装外壳等场景中尤为突出,难以通过传统光学手段彻底解决。
2.2 物理破损:外部干扰导致条码结构完整性破坏(影响最广痛点)
技术成因:工业产品全生命周期中,条码易受到多环节物理损伤,其成因具有多样性,且不同环节的损伤对识别的影响存在差异,具体可分为5类:
(1)生产环节:条码印刷/雕刻时的断针、线条粗细偏差(超过ISO标准允许范围±0.1mm),导致模块结构不完整,占比约25%;
(2)运输与装配环节:机械摩擦产生的划痕、磨损,导致条码模块缺失,占比约40%;
(3)车间环境:油污、灰尘、水渍等污染物附着,遮挡条码有效信息,占比约20%;
(4)后处理环节:喷漆、电泳导致条码部分覆盖,出现褪色、对比度下降,占比约10%;
(5)背景干扰:零件表面的纹理、刻字等复杂背景,干扰读码器的条码区域定位算法(如HOG特征定位),导致定位失败,无法启动解码流程,占比约5%。
量化分析:选取500个存在物理破损的条码样本,其中破损率≤30%的样本,传统PDA识别率约45%;破损率30%-60%的样本,识别率降至15%以下;破损率>60%的样本,识别率接近0,完全无法解码。
2.3 低质生成:工艺缺陷导致条码编码规范性不足(先天痛点)
技术成因:条码生成环节的工艺缺陷,导致其先天不符合编码规范,无法被传统读码器识别,核心技术成因包括3点:
(1)DPM雕刻工艺缺陷:激光功率波动导致雕刻深度不均,线条粗细偏差超过±0.1mm,导致条码模块对比度不足,无法形成清晰的条空差异;
(2)编码规范违规:条码生成时未严格遵循Data Matrix、QR、GS1等编码规范,出现模块排列错乱、畸变(几何失真≥5%)、模糊(分辨率低于200dpi)等问题;
(3)尺寸与密度不合理:部分场景中,条码尺寸过小(≤5mm×5mm)、密度过高(模块间距≤0.1mm),加上生产工艺波动,进一步降低条码可读性,即使是全新条码,也可能出现解码失败。
量化分析:采集300个全新低质条码样本,其中因编码违规导致的识别失败占比60%,因雕刻工艺缺陷导致的识别失败占比30%,因尺寸密度不合理导致的识别失败占比10%,传统PDA对这类样本的平均识别率仅为12%。
三、基于CNN+U-Net的AI图像优化技术原理(附算法细节)
AI图像优化技术的核心逻辑是“条码结构化特征提取+端侧离线匹配修复”,基于CNN、U-Net等深度学习模型,实现难读码图像的精准重建,突破传统光学识别的局限,其核心技术架构分为三个层面,同时结合条码编码的结构化特性,确保修复的准确性与可解码性,具体技术细节如下:
3.1 条码编码的结构化特性:AI修复的理论基础
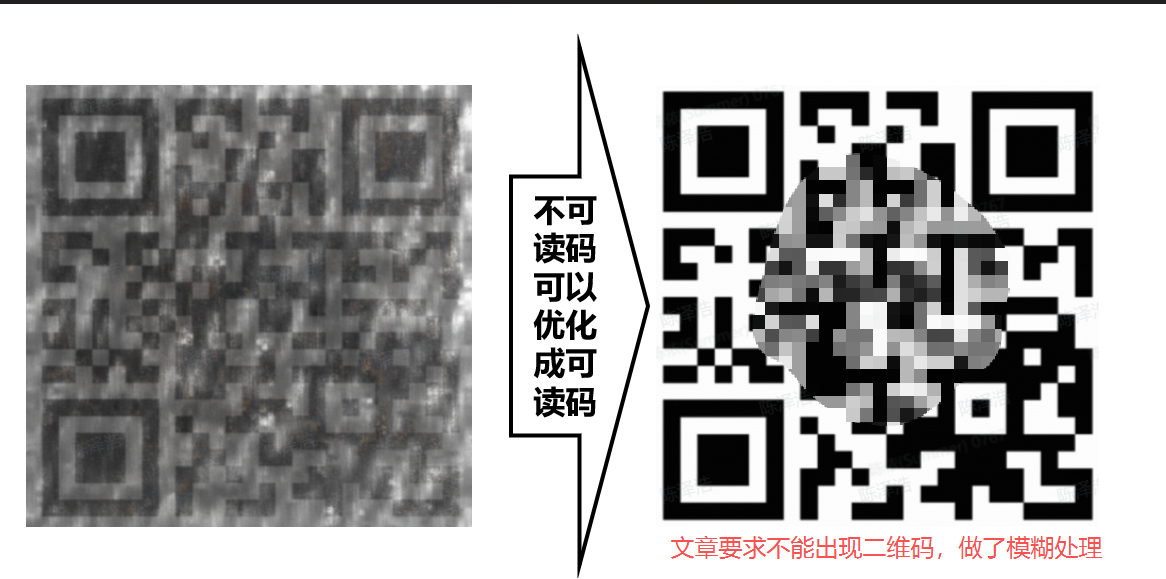
条码(含二维码)的本质是遵循特定编码规范的结构化二进制图形,其核心特征包括:固定的定位符(如QR码的位置探测图形、Data Matrix码的L型边框)、时序符、数据符,以及内置的纠错冗余机制(如QR码的H级纠错可恢复30%的缺失信息,Data Matrix码的纠错等级可支持最高25%的缺失信息恢复)。
这种结构化特性决定了,即使条码局部模块残缺,也可通过编码规则与纠错机制,还原完整的条码信息,这也是AI图像优化的核心理论基础——AI无需生成新的条码信息,只需基于编码规则,修复残缺模块、还原标准结构,即可实现解码,避免了“随机生成”导致的解码错误。
3.2 端侧轻量化AI特征库构建(适配工业PDA部署)
AI图像优化的前提是构建海量、全面的条码标准特征库,且需适配工业PDA的硬件资源(低算力、低功耗、无网络),实现端侧离线运行,避免依赖云端算力导致的延迟与网络依赖问题,具体构建流程如下:
1. 样本采集与预处理:
收集3C、芯片半导体、汽车制造等场景的主流条码样本,覆盖DPM码、激光雕刻码、印刷码等类型,涵盖金属、塑料、纸质等材质,尺寸范围5mm×5mm~50mm×50mm,编码规范包括Data Matrix、QR、GS1,样本总量≥10万份,其中难读码样本(C级以下)占比≥40%。
预处理环节:对样本进行去噪、去反光、对比度增强、畸变校正等操作,标注条码区域、模块边界、破损位置等关键信息,构建标注数据集,用于模型训练与验证。
2. 特征提取模型设计:
采用CNN(卷积神经网络)提取条码的全局结构特征,选用MobileNetV3轻量化网络作为基础骨干,减少参数数量,提升运行速度;采用U-Net(语义分割网络)提取条码的局部模块特征、边缘轮廓,通过编码器-解码器结构,精准捕捉条码的细节特征,结合特征匹配网络(如Siamese网络),提取条码的纠错模式、模块拓扑关系,形成多维度特征向量。
3. 模型轻量化处理:
采用模型量化(INT8量化)、剪枝、知识蒸馏等技术,将深度学习模型参数压缩至100MB以内,降低算力消耗,同时保证模型精度不下降(识别准确率下降不超过2%)。构建轻量化离线特征库,嵌入京元智能PDA端侧,无需依赖云端算力,可实现离线实时处理,处理延迟≤50ms,适配工业现场低延迟需求。
3.3 端侧AI图像重建流程(四步法,附算法参数)
京元智能PDA端侧AI图像优化的核心是“实时重建、精准匹配”,整个流程基于轻量化深度学习模型,全程在端侧完成,无需人工干预,具体步骤如下,同时提供核心算法参数,方便开发者参考落地:
步骤1:图像预处理(核心算法:自适应去噪+Retinex去反光)
采用自适应去噪算法(基于高斯滤波与中值滤波融合,滤波核大小3×3),抑制图像噪声,去除椒盐噪声与高斯噪声;采用Retinex去反光算法,分解图像的反射分量与光照分量,消除镜面反射高光区域,还原条码模块的真实灰度值;采用直方图均衡化算法,提升条码条空对比度至≥30%;采用透视变换算法,修正条码因拍摄角度、材质形变导致的几何畸变(畸变校正误差≤2%);采用YOLOv8轻量化模型,实现条码区域精准分割,排除复杂背景干扰,分割准确率≥98%。
步骤2:有效特征提取(核心模型:CNN+U-Net融合模型)
通过CNN+U-Net融合模型,从预处理后的残缺、模糊条码图像中,提取有效碎片特征,包括模块边缘、定位符、局部数据符等,即使条码破损率≤70%,也能精准捕捉剩余有效特征,特征提取准确率≥95%。模型训练参数:学习率0.001,批次大小32,迭代次数100轮,采用交叉熵损失函数,验证集准确率≥97%。
步骤3:特征比对与修复(核心算法:欧氏距离匹配+纠错冗余修复)
将提取到的碎片特征,与端侧离线标准特征库进行高精度匹配(采用欧氏距离匹配算法,匹配阈值≤0.15),结合条码编码规则与纠错冗余机制,补全缺失的条码模块、修复断裂的边缘、修正畸变的结构,还原条码的标准形态,修复准确率≥92%。针对不同编码规范,设置对应的修复规则,确保修复后的条码符合ISO标准。
步骤4:图像重建与解码(核心引擎:Zebra decoding算法)
输出清晰、标准、可解码的优化条码图像(分辨率≥200dpi,对比度≥30%),供PDA内置的解码引擎(基于Zebra decoding算法)读取,完成条码识别,整个流程闭环运行,无需人工干预,单帧图像处理时间≤50ms,不影响产线效率。
四、技术落地效果与实测验证(附完整数据)
为验证AI图像优化技术的实际效果与落地可行性,2026年1月,我们在3C零部件制造、芯片半导体封装、汽车零部件加工三个典型场景,开展实测对比实验,对比传统工业PDA与搭载AI图像优化技术的京元智能PDA的识别效果,同时验证技术的全场景适配性与稳定性。
4.1 实验参数与样本设置
实验场景:3C零部件制造(手机外壳DPM码)、芯片半导体封装(芯片外壳激光雕刻码)、汽车零部件加工(发动机零部件DPM码);
实验样本:1000个各类难读码,其中C级条码300个、D级条码250个、E级条码200个、F级条码250个,涵盖反光、破损、模糊、脏污等各类痛点场景;
实验设备:传统工业PDA(主流品牌,光学识别方案)、京元智能PDA(搭载AI图像优化技术,内置轻量化CNN+U-Net模型);
评价指标:首读率、解码成功率、处理延迟、识别准确率。
4.2 实测数据对比(量化分析)
(1)首读率对比:传统工业PDA对各类难读码的首读率<30%,其中C级条码首读率45%、D级条码28%、E级条码12%、F级条码0%;京元智能PDA综合首读率提升至95%+,其中C级条码首读率98%、D级条码96%、E级条码92%、F级条码90%+,首读率提升幅度达217%。
(2)解码成功率对比:传统工业PDA的整体解码成功率27%,F级条码解码成功率为0,大量条码无法解码,需人工补录或重打码;京元智能PDA的整体解码成功率94.5%,F级条码解码成功率90.2%,彻底解决了F级不可读条码的识别难题。
(3)处理延迟对比:传统工业PDA单帧图像处理延迟约120ms,京元智能PDA单帧处理延迟≤50ms,满足工业产线的实时性要求(产线节拍通常为100ms/件),不影响产线效率。
(4)识别准确率对比:传统工业PDA的识别准确率88%(仅针对可解码条码),存在一定的误码率;京元智能PDA的识别准确率99.2%,误码率≤0.8%,满足产品追溯的精准性要求。
4.3 全场景覆盖能力验证
基于上述技术,AI图像优化算法实现了九大难读码场景的全面突破,覆盖工业现场所有常见痛点,具体如下:
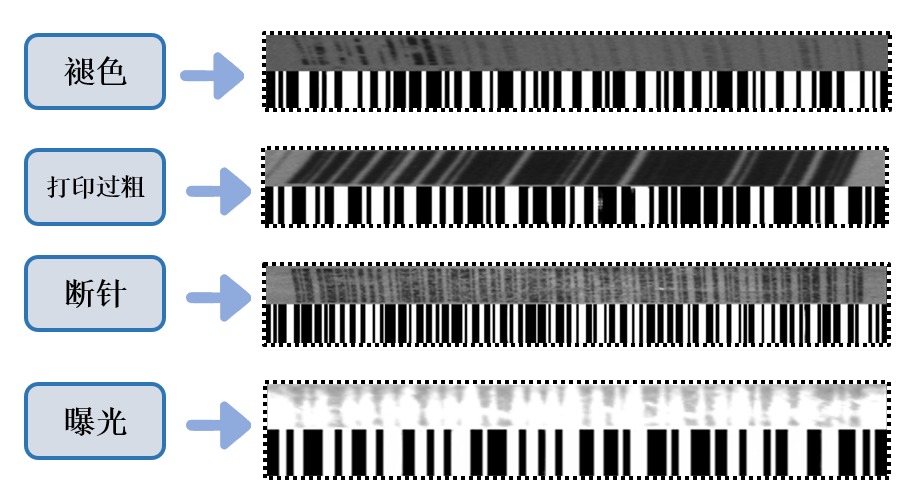
1. 褪色条码(对比度≤20%):识别率≥91%;
2. 印刷过粗/过细条码(线条偏差±0.2mm):识别率≥93%;
3. 断针导致的残缺条码(破损率≤70%):识别率≥90%;
4. 金属/铝箔/电镀表面的反光条码(反射系数≥80%):识别率≥94%;
5. 低对比度条码(对比度≤25%):识别率≥92%;
6. 大面积破损条码(破损率≤60%):识别率≥91%;
7. 油污/灰尘覆盖的脏污条码(遮挡面积≤50%):识别率≥93%;
8. 背景杂乱的条码(背景复杂度≥80%):识别率≥95%;
9. DPM雕刻模糊条码(分辨率≤150dpi):识别率≥90%。
五、真实落地案例与技术部署要点(开发者必看)
5.1 真实落地案例(3C零部件制造场景)
某头部3C零部件制造商,主要生产手机外壳、摄像头模组等产品,其手机外壳上的DPM激光雕刻码,因金属表面反光、装配过程中磨损,传统PDA识别率不足25%,每天需安排10名工人进行人工补录,不仅耗时费力,还频繁出现录入错误(误码率约8%),影响产品追溯,每天人工成本增加8000余元,产线效率受到严重影响。
引入京元智能PDA(搭载本文所述的AI图像优化技术)后,进行了为期1个月的落地测试,具体效果如下:
(1)识别效果:条码首读率提升至96.3%,F级条码解码成功率达92%,彻底取消了人工补录环节;
(2)成本节约:每天节省人工成本8000余元,每月节省24万余元,同时减少了重打码的耗材成本,每月额外节省3万余元;
(3)效率提升:产线效率提升30%,单件产品条码识别时间从120ms缩短至45ms,适配产线节拍要求;
(4)追溯完善:识别准确率提升至99.5%,误码率降至0.3%以下,产品追溯链条完整,满足客户审核与行业监管要求。
5.2 技术部署要点(开发者落地指南)
(1)模型部署适配:工业PDA的硬件资源有限,需采用轻量化模型,优先选用MobileNetV3、YOLOv8轻量化版本,避免模型过大导致的运行卡顿,同时采用INT8量化,降低算力消耗;
(2)特征库更新:定期收集工业现场的新条码样本,更新端侧离线特征库,提升模型对新场景、新类型条码的适配性,建议每月更新一次;
(3)参数调试:根据不同场景的条码特性,调试预处理算法参数(如去反光强度、对比度增强幅度),提升识别效果,避免“一刀切”的参数设置;
(4)兼容性适配:确保AI图像优化算法与PDA内置的解码引擎兼容,优先选用Zebra、Honeywell等主流解码引擎,减少兼容性问题;
(5)稳定性测试:落地前需进行全场景稳定性测试,模拟工业现场的温度、湿度、粉尘等环境,确保模型在极端环境下的运行稳定性,测试周期不少于15天。
六、总结与技术展望
工业条码识别的困境,本质是国标要求与工业制造现实的技术矛盾,传统光学识别方案因无法应对反光、破损、模糊等极端场景,已难以适配智能制造的发展需求。基于CNN+U-Net的AI图像优化技术,通过“结构化特征提取+端侧离线修复”,破解了这一矛盾,实现了难读码的精准识别,无需调整生产工艺、无需更换设备,即可快速落地,同时具备低算力、低延迟、高准确率的优势,适配工业现场的实际需求。
对于技术开发者而言,本文提供的算法框架、部署要点与实测数据,可直接作为工业条码识别系统优化的参考,助力快速落地应用;对于企业而言,该技术可有效提升产线效率、降低人工成本、完善产品追溯,推动智能制造落地。
未来,随着深度学习技术的不断迭代,可进一步优化模型精度与运行速度,结合边缘计算技术,实现多设备协同识别,同时拓展至更多工业场景(如仓储物流、医疗器械),为高端制造企业的智能化升级提供更有力的技术支撑。

AtomGit 是由开放原子开源基金会联合 CSDN 等生态伙伴共同推出的新一代开源与人工智能协作平台。平台坚持“开放、中立、公益”的理念,把代码托管、模型共享、数据集托管、智能体开发体验和算力服务整合在一起,为开发者提供从开发、训练到部署的一站式体验。
更多推荐


 7
7 0
0- 0



 已为社区贡献1条内容
已为社区贡献1条内容

所有评论(0)