基于GLLM 开发激光微加工脚本语言的自然语言转换器
·
基于这篇 GLLM 的核心思路开发激光微加工脚本语言的自然语言转换器,核心是复刻「结构化提示 + 领域适配 + 自校正验证 + 可视化」的技术框架,并针对激光微加工的行业特性做定制化改造。以下是分阶段、可落地的完整实施方案:
一、核心思路对齐与场景适配
先明确激光微加工脚本的核心特性,对标 GLLM 的设计逻辑做适配:
表格
| GLLM(CNC G 代码)核心 | 激光微加工脚本转换器适配点 | |
|---|---|---|
| 领域语言特性 | G 代码:机床轴控制、刀具路径、速度 / 进给率 | 激光微加工脚本:激光功率、脉宽、重复频率、扫描路径(矢量 / 光栅)、聚焦位置、气体流量、加工层数 |
| 核心痛点 | 手动编写易出错、参数计算复杂 | 激光参数耦合性强(功率 + 脉宽 + 频率共同影响加工效果)、路径规划精细(微米级)、多工艺叠加(刻蚀 / 打孔 / 焊接) |
| 验证维度 | 语法验证 + 几何路径验证 | 语法验证 + 参数合法性验证 + 加工路径精度验证 + 工艺规则验证 |
二、分阶段实施方案
阶段 1:需求与数据准备(基础)
核心目标:明确转换器的边界,积累领域数据,为后续模型适配打基础。
-
定义核心功能边界
- 支持的加工类型:激光刻蚀、微孔加工、薄膜切割、微焊接(优先选 1-2 类核心场景,避免初期复杂度太高);
- 支持的脚本格式:确定目标脚本语言(如激光加工机厂商自定义脚本、通用 G 代码变种、SVG 转激光路径脚本等);
- 输入输出:输入为自然语言(如 “在硅片上刻蚀 100μm×50μm 的矩形,激光功率 20W,扫描速度 5mm/s”),输出为可直接执行的激光加工脚本。
-
领域数据采集与整理
- 脚本样本:收集目标激光加工机的官方脚本示例、工艺手册中的脚本片段、实际生产中的有效脚本(1000 + 样本为佳);
- 自然语言 - 脚本配对数据:手动标注(如 “激光打孔,孔径 5μm,深度 20μm”→对应脚本),或从工艺文档、操作手册中提取配对文本;
- 工艺规则库:整理激光微加工的核心规则(如 “功率≤50W 时脉宽需≥10ns”“扫描速度>10mm/s 时需降低重复频率”),作为后续验证的依据。
阶段 2:模型与提示工程设计(核心)
复刻 GLLM 的 “结构化提示 + 领域微调” 思路,适配激光微加工场景:
-
模型选择与微调
- 基础模型:优先选轻量开源代码大模型(如 StarCoder-3B/7B、CodeLlama-7B),部署成本低且适配代码生成;
- 微调策略:
- 数据:用 “自然语言描述 + 激光脚本” 配对数据微调;
- 方法:采用参数高效微调(PEFT/LoRA),仅微调部分参数,降低算力成本;
- 目标:让模型理解激光领域术语(如 “脉宽”“重复频率”“焦斑直径”)与脚本参数的映射关系。
-
结构化提示工程(关键)参考 GLLM 的参数提取思路,将模糊的自然语言转化为模型可理解的结构化输入:
- 步骤 1:参数提取。从用户输入中提取核心参数,形成固定格式字典:
# 激光微加工参数提取示例 extracted_params = { "加工类型": "刻蚀", "材料": "硅片", "尺寸": {"长度": 100, "宽度": 50, "单位": "μm"}, "激光参数": {"功率": 20, "脉宽": 20, "重复频率": 100, "单位": {"功率": "W", "脉宽": "ns", "频率": "kHz"}}, "扫描参数": {"速度": 5, "路径类型": "光栅", "单位": "mm/s"}, "工艺参数": {"层数": 1, "气体类型": "氮气", "流量": 20, "单位": "sccm"} } - 步骤 2:缺失参数补全。若用户未指定关键参数(如仅说 “刻蚀矩形” 未提功率),自动提示用户补充,或基于工艺规则库填充默认值(如 “硅片刻蚀默认功率 15W”);
- 步骤 3:提示模板构建。将提取的参数嵌入预定义模板,示例:
任务:生成激光微加工脚本 加工类型:{加工类型} 材料:{材料} 尺寸:{长度}{单位} × {宽度}{单位} 激光参数:功率{功率}{功率单位},脉宽{脉宽}{脉宽单位},重复频率{重复频率}{频率单位} 扫描参数:速度{速度}{速度单位},路径类型{路径类型} 工艺规则:需满足①功率≤50W;②扫描速度>5mm/s时重复频率≤80kHz 输出要求:仅输出可执行的激光脚本,无多余解释
- 步骤 1:参数提取。从用户输入中提取核心参数,形成固定格式字典:
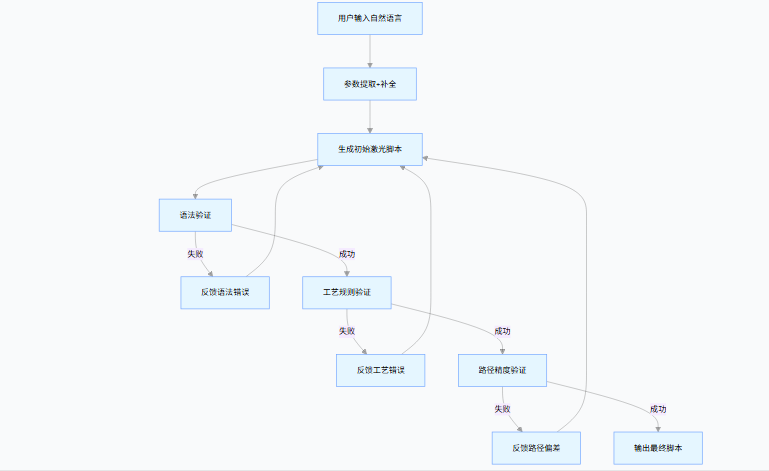
阶段 3:自校正验证体系开发(保障)
参考 GLLM 的 “生成 - 验证 - 反馈” 循环,针对激光微加工设计三层验证:
-
语法验证
- 目标:检查生成的脚本是否符合目标语言的语法规则;
- 实现:编写脚本语法解析器(如用 Python 的
ply库),校验命令格式、参数格式、关键字合法性(如激光脚本中的LASER_POWER指令是否正确),标记语法错误(如参数缺失、单位错误)。
-
工艺规则验证
- 目标:确保脚本参数符合激光微加工的物理规则,避免设备损坏或加工失败;
- 实现:基于工艺规则库构建规则引擎,示例:
# 工艺规则验证示例 def validate_process_rules(params): errors = [] # 规则1:功率与脉宽的耦合限制 if params["激光参数"]["功率"] > 30 and params["激光参数"]["脉宽"] < 10: errors.append("功率>30W时脉宽需≥10ns,否则易烧蚀材料") # 规则2:扫描速度与重复频率的匹配 if params["扫描参数"]["速度"] > 10 and params["激光参数"]["重复频率"] > 80: errors.append("扫描速度>10mm/s时,重复频率需≤80kHz") return errors
-
路径精度验证
- 目标:校验生成脚本的加工路径是否符合微米级精度要求;
- 实现:
- 提取脚本中的路径坐标(如矩形的四个顶点坐标);
- 计算实际路径与用户要求的偏差(参考 GLLM 的豪斯多夫距离,或简化为欧氏距离);
- 若偏差>阈值(如>1μm),反馈错误并引导模型修正。
-
自校正循环用 LangGraph(GLLM 同款工具)搭建迭代流程:
阶段 4:可视化与交互优化(易用性)
参考 GLLM 的 CAMotics 仿真和 Streamlit 界面,提升用户体验:
-
路径可视化
- 用 Python 的 Matplotlib/Plotly 绘制加工路径(如矩形、圆形的激光扫描轨迹),标注微米级坐标;
- 可选:集成激光加工仿真工具(如 COMSOL 简化版、厂商提供的仿真 SDK),预览加工效果。
-
交互界面
- 用 Streamlit 搭建 Web 界面,支持:
- 自然语言输入框;
- 提取参数的可视化展示(便于用户核对);
- 生成脚本的预览 / 下载;
- 验证错误的高亮提示;
- 路径仿真结果的可视化展示。
- 用 Streamlit 搭建 Web 界面,支持:
阶段 5:测试与迭代(落地)
- 测试方案
- 测试用例:设计不同复杂度的激光加工任务(如简单矩形刻蚀、复杂微孔阵列、多层刻蚀);
- 评估指标:脚本生成成功率、参数正确率、加工路径偏差、用户操作效率(对比手动编写)。
- 迭代优化
- 针对高频错误(如某类参数映射错误),补充微调数据;
- 优化提示模板,提升参数提取的准确性;
- 完善工艺规则库,覆盖更多加工场景(如不同材料的参数规则)。
三、核心代码示例(关键模块)
以下是核心模块的极简实现示例,可直接参考:
# 1. 参数提取(基于正则+规则)
import re
def extract_laser_params(nl_text):
"""从自然语言中提取激光微加工参数"""
params = {
"加工类型": None,
"材料": None,
"尺寸": {"长度": None, "宽度": None, "单位": "μm"},
"激光参数": {"功率": None, "脉宽": None, "重复频率": None},
"扫描参数": {"速度": None, "路径类型": None}
}
# 提取加工类型(刻蚀/打孔/切割)
if "刻蚀" in nl_text:
params["加工类型"] = "刻蚀"
elif "打孔" in nl_text:
params["加工类型"] = "打孔"
# 提取尺寸(如100μm×50μm)
size_pattern = r"(\d+)μm×(\d+)μm"
size_match = re.search(size_pattern, nl_text)
if size_match:
params["尺寸"]["长度"] = int(size_match.group(1))
params["尺寸"]["宽度"] = int(size_match.group(2))
# 提取激光功率(如20W)
power_pattern = r"功率(\d+)W"
power_match = re.search(power_pattern, nl_text)
if power_match:
params["激光参数"]["功率"] = int(power_match.group(1))
return params
# 2. 工艺规则验证
def validate_rules(params):
errors = []
# 功率限制规则
if params["激光参数"]["功率"] and params["激光参数"]["功率"] > 50:
errors.append("激光功率超过上限50W,易损坏设备")
# 扫描速度规则
if params["扫描参数"]["速度"] and params["扫描参数"]["速度"] > 10:
errors.append("扫描速度>10mm/s,建议降低重复频率")
return errors
# 3. 生成激光脚本(示例:假设目标脚本为自定义格式)
def generate_laser_script(params):
if not params["加工类型"]:
return "错误:未识别加工类型", False
# 构建脚本模板
script = f"""
# 激光微加工脚本自动生成
PROCESS_TYPE = {params["加工类型"]}
MATERIAL = {params["材料"] if params["材料"] else "硅片"}
# 尺寸参数
LENGTH = {params["尺寸"]["长度"]}μm
WIDTH = {params["尺寸"]["宽度"]}μm
# 激光参数
LASER_POWER = {params["激光参数"]["功率"]}W
PULSE_WIDTH = {params["激光参数"]["脉宽"] if params["激光参数"]["脉宽"] else 20}ns
# 扫描参数
SCAN_SPEED = {params["扫描参数"]["速度"]}mm/s
PATH_TYPE = {params["扫描参数"]["路径类型"] if params["扫描参数"]["路径类型"] else "光栅"}
# 执行指令
EXECUTE_SCAN
"""
return script.strip(), True
# 测试流程
if __name__ == "__main__":
# 用户输入
user_input = "在硅片上刻蚀100μm×50μm的矩形,激光功率20W,扫描速度5mm/s"
# 步骤1:提取参数
params = extract_laser_params(user_input)
# 步骤2:验证规则
errors = validate_rules(params)
if errors:
print("验证错误:", errors)
else:
# 步骤3:生成脚本
script, success = generate_laser_script(params)
if success:
print("生成的激光脚本:\n", script)
四、关键资源与工具推荐
表格
| 模块 | 推荐工具 / 资源 |
|---|---|
| 模型微调 | Hugging Face Transformers、PEFT(LoRA)、TRL(训练框架) |
| 提示工程 | LangChain(参数提取)、PromptTemplate(模板构建) |
| 自校正流程 | LangGraph(迭代流程) |
| 语法解析 | PLY(Python Lex-Yacc)、ANTLR(通用语法解析器) |
| 可视化 | Streamlit(Web 界面)、Matplotlib/Plotly(路径绘图)、COMSOL(加工仿真) |
| 数据标注 | LabelStudio(自然语言 - 脚本配对标注) |
总结
开发激光微加工脚本的自然语言转换器,核心是复刻 GLLM 的 “结构化提示 + 自校正” 核心框架,并重点做好 3 件事:
- 领域适配:梳理激光微加工的专属参数(功率、脉宽等)和工艺规则,替代 CNC 的刀具、进给率等参数;
- 验证体系:除语法验证外,重点强化工艺规则验证(激光参数耦合性)和微米级路径精度验证;
- 轻量化落地:初期优先基于轻量开源模型(如 StarCoder-3B)做微调,聚焦 1-2 类核心加工场景,避免复杂度过高。
通过以上步骤,可快速搭建出最小可用版本,再通过实际测试不断补充数据、优化规则,最终实现从自然语言到可执行激光微加工脚本的自动化生成。

AtomGit 是由开放原子开源基金会联合 CSDN 等生态伙伴共同推出的新一代开源与人工智能协作平台。平台坚持“开放、中立、公益”的理念,把代码托管、模型共享、数据集托管、智能体开发体验和算力服务整合在一起,为开发者提供从开发、训练到部署的一站式体验。
更多推荐
 8
8 0
0- 0



 已为社区贡献15条内容
已为社区贡献15条内容

所有评论(0)